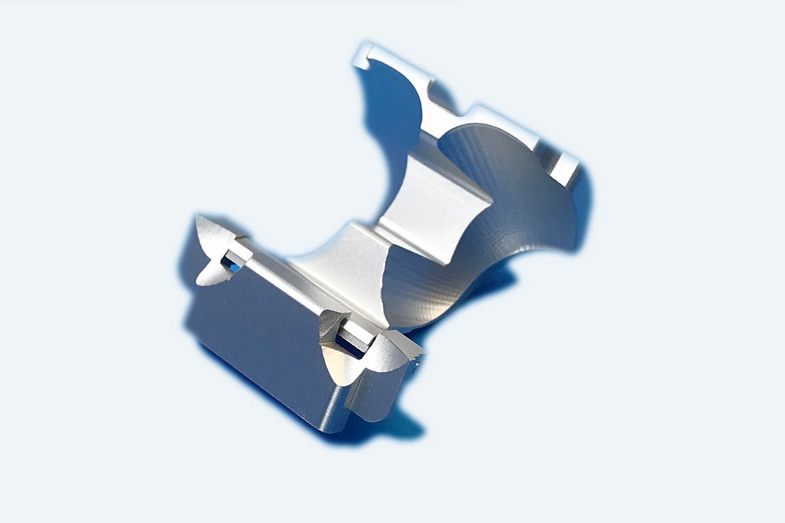
Apple Bluetooth Wireless Earphone Hinge Project Die Casting and CNC Machining
Compact precision hinges in wireless earphones demand exceptional dimensional control, mechanical durability, and user comfort. Die casting combined with CNC machining provides a scalable solution for manufacturing these micro-components with repeatable performance across high production volumes.
This project presents the development and manufacturing process for zinc alloy hinge assemblies used in Bluetooth wireless earphones. It highlights casting control, tolerance management, surface finishing, and final assembly validation, all engineered to meet strict consumer electronics standards.
Why Zinc Die Casting for Micro-Mechanical Hinges?
Zamak 3 and Zamak 5 are ideal for micro-hinges due to their superior flow characteristics, high dimensional stability, and resistance to creep and fatigue. These alloys conform to ASTM B86 standards and offer optimal castability for net-shape or near-net-shape parts.
Material specifications (Zamak 3 per ASTM B240):
Tensile strength: 283 MPa
Yield strength: 221 MPa
Elongation at break: 7–10%
Hardness: 82–85 HRB
Linear shrinkage: ~1.2 mm/m
Casting tolerance achievable: ±0.03 mm (ISO 8062-CT5)
Learn more about Zamak 3 properties and applications in high-volume miniature component production.
Mold Design for High-Precision Hinge Production
The hinge geometry included a cylindrical pivot, integrated spring retention recess, and mating tabs, requiring tight positional accuracy and defect-free surface finish. The tooling was built using high-hardness tool steel (H13), nitrided to enhance wear resistance.
Tooling parameters:
Mold steel: H13 (HRc 48–52), nitrided
Draft angle: 1.0–1.5° for vertical walls
Minimum radius: 0.3 mm at internal transitions
Tool life expectancy: >150,000 cycles
Cavity finish: Ra ≤ 0.4 µm (optically polished for visual areas)
Explore our tool and die making capabilities for precision zinc micro components in consumer electronics.
Die Casting Process and Controls
Production was conducted on 160-ton hot chamber zinc die casting machines using programmable shot profiles and vacuum assist to minimize turbulence and gas entrapment. Inline sensors monitored shot pressure, cycle time, and mold temperature in real time.
Process specifications:
Shot speed: 3.8–4.5 m/s
Fill time: ≤0.1 seconds
Mold temperature: 200–220°C
Injection pressure: 35–45 MPa
Shot weight variance: ≤2%
Our zinc die casting process includes vacuum systems and X-ray validation to ensure internal structural integrity for precision mechanical parts.
CNC Machining for Functional Tolerances
While die casting produced the net shape, critical surfaces were finished using precision CNC equipment, ensuring compatibility with press-fit pins, spring-loaded mechanisms, and hinge rotation angles.
Machining tolerance standards (per ISO 286-2):
Bore diameter tolerance: H6 (±0.006 mm for Ø2–4 mm)
Slot width tolerance: ±0.01 mm
Flatness of mating faces: ≤0.02 mm
Concentricity between pivot and mount: ≤0.015 mm
Surface finish: Ra ≤ 0.4 µm (on functional interfaces)
See our post-machining services used to finalize complex, tight-tolerance wearable components.
Surface Treatment for Wear Resistance and Aesthetics
The hinge interfaces needed a smooth feel, excellent corrosion resistance, and high aesthetic consistency. A dual-stage surface process was employed: mass finishing followed by electroless nickel plating (ENP).
Surface treatment details:
Tumbling media: ceramic, 3 mm; duration: 2 hours
Plating type: ENP, per ASTM B733
Plating thickness: 5–8 µm
Surface hardness: ~500 HV
Salt spray resistance: >96 hours (per ASTM B117)
Other options such as powder coating for cosmetic finish or anodizing for corrosion protection are also available for alternative product lines.
Final Assembly, Testing, and Packaging
Each hinge underwent durability validation and functional simulation testing as a user-interactive mechanical part. Automated equipment performed torque cycling and spring response measurements.
Quality assurance protocol:
First Article Inspection (FAI) with GD&T validation
Lifecycle test: 5,000 hinge rotations, <5% friction variation
Visual inspection under 600-lux uniform lighting
Laser marking for batch traceability
RoHS and REACH-compliant material certification
All components were packaged using ESD-safe liners and anti-abrasion trays. Our one-stop production workflow ensures full service from casting to finishing and logistics.
FAQs
Why is Zamak 3 preferred over other alloys for micro-scale earphone hinge components?
What dimensional tolerances are achievable in miniature die cast and machined assemblies?
How is electroless nickel plating applied and validated on zinc parts?
What testing standards are followed for mechanical hinge performance?
How is batch traceability maintained for small, high-volume cast components?



