Huawei Custom Aluminum Data Base Shell Cover Die Casting Collaboration with Newway
Telecom infrastructure components demand precision, thermal control, and high-volume scalability. Aluminum die casting provides the required structural integrity and heat dissipation properties for advanced database shell covers.
This project demonstrates how tight-tolerance aluminum die casting enabled the efficient production of customized shell components for network base equipment, meeting stringent surface, shielding, and assembly requirements.

Functional Design Objectives for Telecom Shell Covers
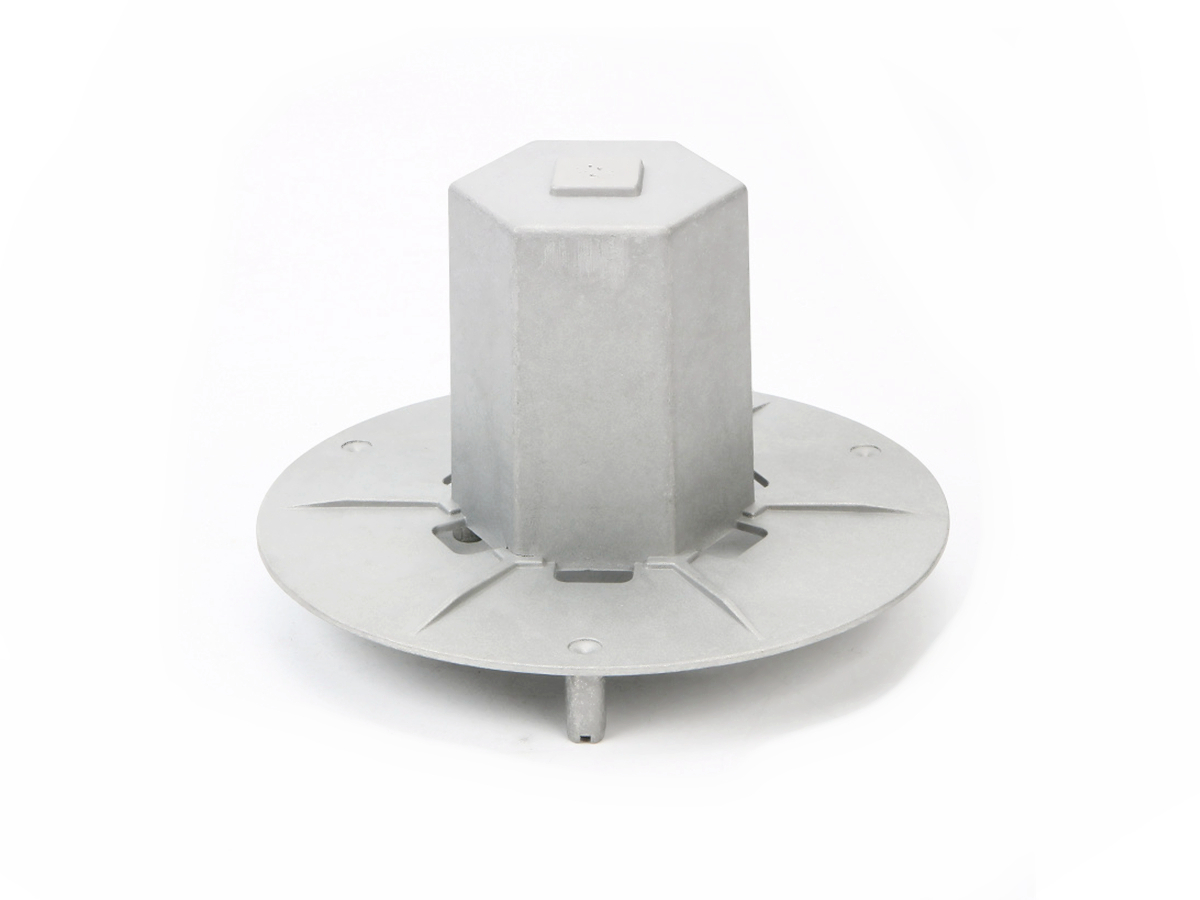
The aluminum shell covers are protective housings for sensitive communication electronics and require excellent EMI shielding, rigidity, and thermal transfer capability. A380 aluminum alloy was selected for its casting fluidity and dimensional stability.
Material specifications:
Ultimate tensile strength: 310 MPa
Thermal conductivity: ~96 W/m·K
Density: 2.74 g/cm³
Die-cast thickness: 2.0–3.2 mm
Surface flatness: ≤0.05 mm over 250 mm span
The aluminum die casting process ensured uniform wall thickness and clean internal surfaces for mounting circuit boards and connectors.
Tooling and Mold Engineering for Telecom Applications
Mold design incorporated dual-slide actions and deep cavity venting to achieve high-definition structures like cooling fins and internal ribbing. H13 tool steel was used with vacuum hardening and nitriding, delivering a die life of over 100,000 shots.
Tooling highlights:
Multi-cavity die for batch efficiency
Draft angle: 1.5° for vertical surfaces
Internal cores for through-holes and slots
Real-time thermal sensors integrated in mold
Die tooling followed ISO 8062 CT6 standard, supporting tight dimensional repeatability across thousands of cycles.
High Pressure Die Casting for Dimensional Precision
Production utilized 500-ton cold chamber HPDC equipment with servo-controlled shot systems and vacuum assist. Real-time monitoring ensured each shot was within 2% process deviation.
Casting parameters:
Shot speed: 2.0–2.8 m/s
Fill time: ≤0.2 s
Mold temperature: 230–250°C
Porosity target: <0.3%, verified via X-ray and vacuum leak testing
Automated plunger lubrication and cooling cycles reduced tool wear and stabilized cycle time under 40 seconds.
CNC Machining and Surface Finishing Integration
Post-processing involved high-precision CNC machining services for connector interfaces, heat sink landings, and fastener bosses. Key machining metrics included:
Hole position tolerance: ±0.02 mm
Surface finish: Ra 1.6 µm on gasket faces
Flatness control on heat contact areas: ≤0.03 mm
Thread tapping: M4–M6 internal threads (6H class)
Final surfaces underwent chromate conversion coating per MIL-DTL-5541 Type II, followed by matte black powder coating for durability and appearance. The coating layer passed >1,000 hours salt spray (ASTM B117).
Quality Control and Production Support
Each lot followed APQP procedures with dimensional reports, X-ray inspection, and functional testing. Packaging used static-dissipative trays with polyethylene separators to prevent scuffing and corrosion.
QC measures:
First Article Inspection (FAI)
In-process SPC with control charts
Leak test on enclosure with 2.5 bar air pressure
Material certs for RoHS/REACH compliance
This one-stop casting service shortened lead time by 30% and ensured consistent delivery for telecom hardware lines.
FAQs
What aluminum alloys are suitable for die casting telecom enclosures?
How is EMI shielding achieved in aluminum die cast covers?
What surface finishes are used for corrosion and aesthetic protection?
How are mounting and connector features machined after casting?
What quality inspections are required for telecom-grade aluminum parts?