Online CNC Machining Prototyping Service
Our Online CNC Machining Prototyping Service offers a variety of precision machining solutions, including CNC Milling, Turning, Drilling, Boring, Grinding, Multi-Axis Machining, and EDM. Ideal for producing high-quality prototypes with exceptional accuracy for various industries.
- High precision and accuracy
- Fast turnaround and delivery
- Cost-effective for low-volume production
- Wide material options for prototypes.

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Our CNC Machining Prototyping Capabilities
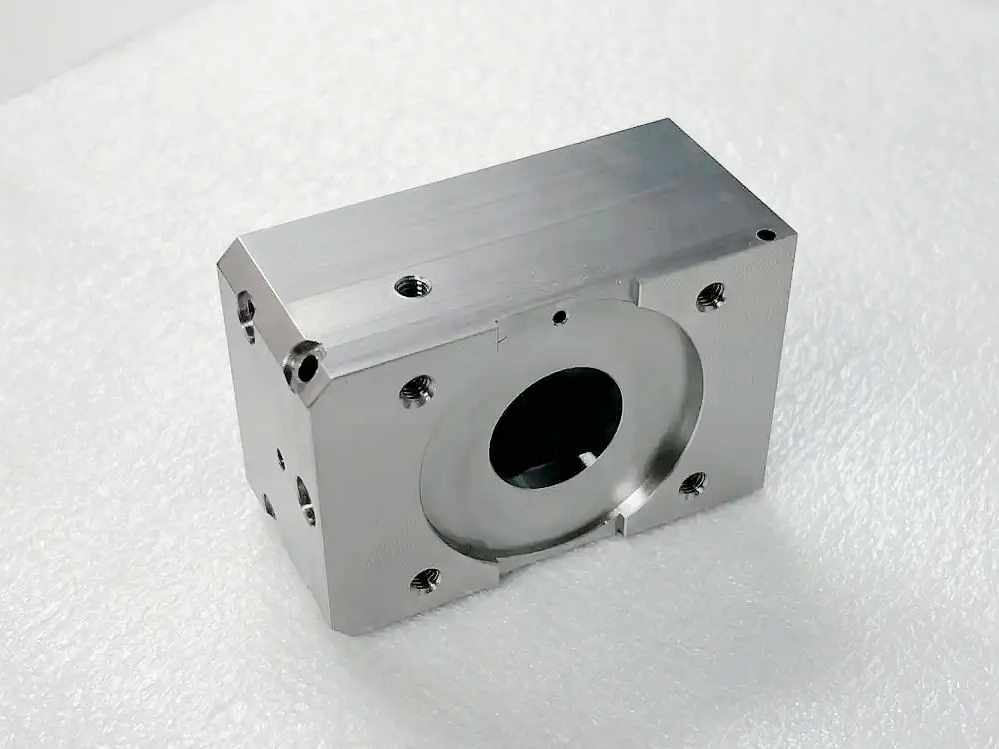
Our CNC machining prototyping capabilities include a variety of precision techniques such as CNC milling, turning, drilling, boring, grinding, multi-axis machining, and EDM. These services ensure fast, accurate, and cost-effective production of high-quality prototypes for diverse industries.
Enlarges and refines existing holes, improving accuracy, tolerance, and surface finish for parts requiring precise internal features.

Uses abrasive wheels to achieve fine surface finishes, removing small imperfections from 3D printed parts for improved aesthetics and functionality.

Allows intricate, complex cuts from multiple directions, providing high precision and versatility for detailed or asymmetrical 3D printed designs.

Ensures tight tolerances and exact measurements, refining 3D printed parts to meet the highest standards for specialized, high-performance applications.

Refines 3D printed parts for enhanced surface finish, precise dimensions, and better overall performance, ensuring high-quality final products.

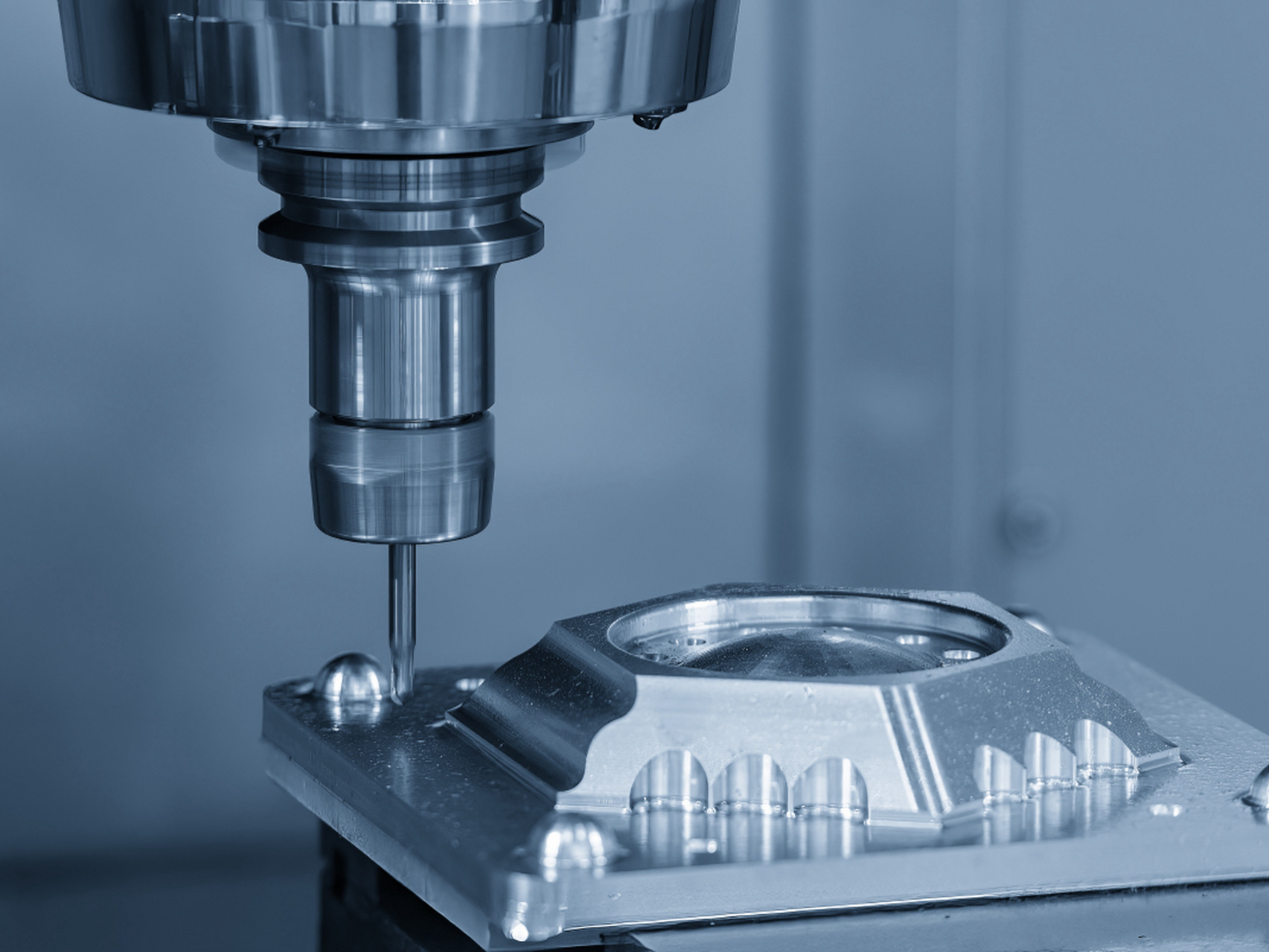
Uses rotary cutters to remove material, shaping 3D printed parts to exact specifications with high precision and smooth finishes.

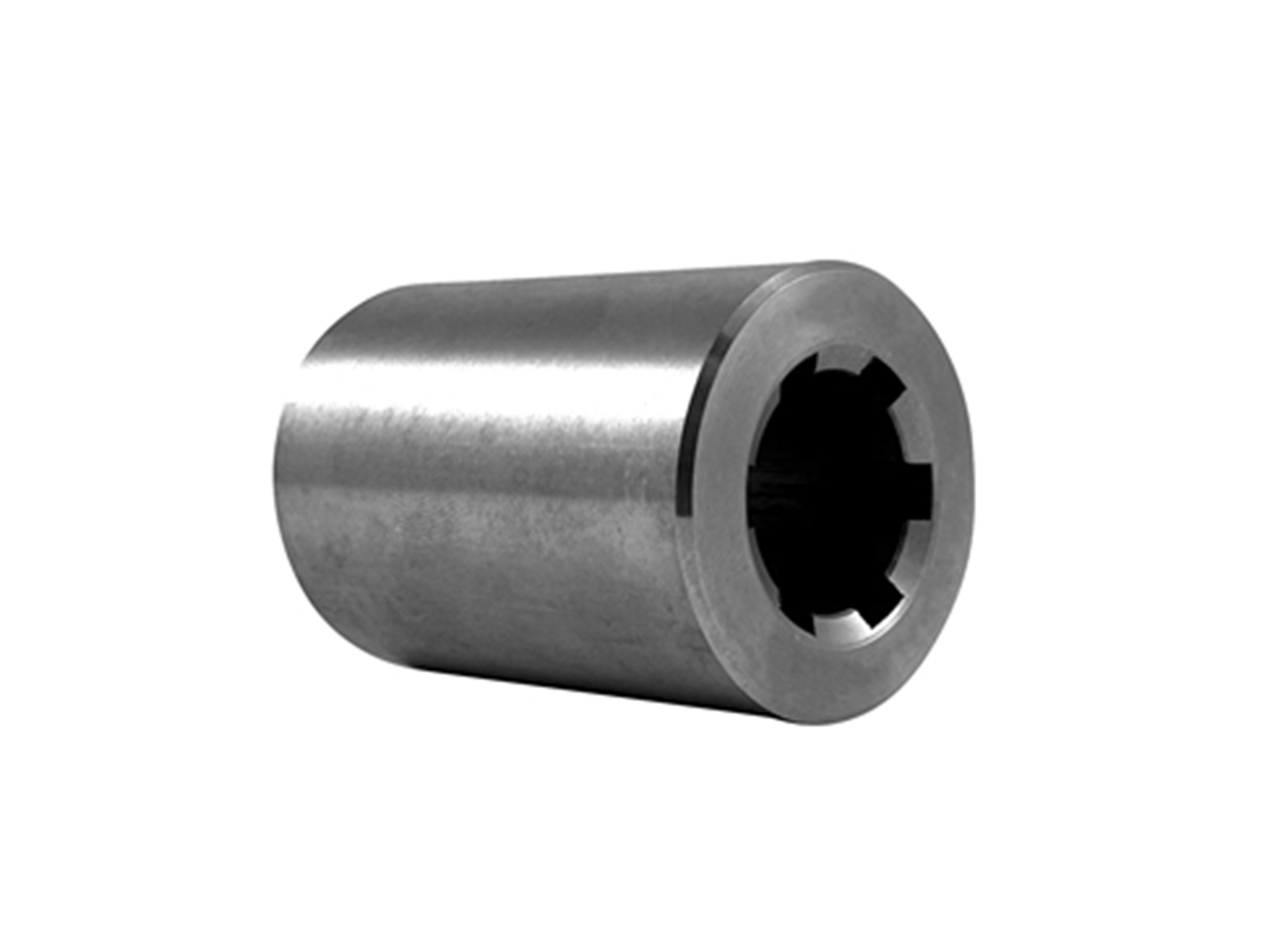
Rotates the part while a cutting tool removes material, ideal for cylindrical or spherical shapes, improving accuracy and surface quality.

Creates holes and specific internal features with precision, enhancing the functionality and fit of 3D printed parts for assembly.
Enlarges and refines existing holes, improving accuracy, tolerance, and surface finish for parts requiring precise internal features.
Uses abrasive wheels to achieve fine surface finishes, removing small imperfections from 3D printed parts for improved aesthetics and functionality.
Allows intricate, complex cuts from multiple directions, providing high precision and versatility for detailed or asymmetrical 3D printed designs.
Ensures tight tolerances and exact measurements, refining 3D printed parts to meet the highest standards for specialized, high-performance applications.
Refines 3D printed parts for enhanced surface finish, precise dimensions, and better overall performance, ensuring high-quality final products.
Uses rotary cutters to remove material, shaping 3D printed parts to exact specifications with high precision and smooth finishes.
Rotates the part while a cutting tool removes material, ideal for cylindrical or spherical shapes, improving accuracy and surface quality.
Creates holes and specific internal features with precision, enhancing the functionality and fit of 3D printed parts for assembly.
Ensures tight tolerances and exact measurements, refining 3D printed parts to meet the highest standards for specialized, high-performance applications.
Refines 3D printed parts for enhanced surface finish, precise dimensions, and better overall performance, ensuring high-quality final products.
Uses rotary cutters to remove material, shaping 3D printed parts to exact specifications with high precision and smooth finishes.
Rotates the part while a cutting tool removes material, ideal for cylindrical or spherical shapes, improving accuracy and surface quality.
Creates holes and specific internal features with precision, enhancing the functionality and fit of 3D printed parts for assembly.
Enlarges and refines existing holes, improving accuracy, tolerance, and surface finish for parts requiring precise internal features.
Uses abrasive wheels to achieve fine surface finishes, removing small imperfections from 3D printed parts for improved aesthetics and functionality.
Allows intricate, complex cuts from multiple directions, providing high precision and versatility for detailed or asymmetrical 3D printed designs.
Ensures tight tolerances and exact measurements, refining 3D printed parts to meet the highest standards for specialized, high-performance applications.
Refines 3D printed parts for enhanced surface finish, precise dimensions, and better overall performance, ensuring high-quality final products.
How To CNC Machining Service for Your Projects
CNC machining service provides precise and efficient manufacturing for various projects. By using computer-controlled machines, it produces complex parts with high accuracy in metals, plastics, and composites. The process allows customization of designs, ensuring tight tolerances and high-quality finishes. Choose CNC machining for rapid prototyping, low-to-medium production runs, and high-performance components tailored to your project needs.
Let's Start A New Project Today
Frequently Asked Questions
Explore Related Resources


Neway Precision Works Ltd.
No. 3, Lefushan Industrial West Road
Fenggang, Dongguan, Guangdong
China (ZIP 523000)
Copyright © 2025 Diecast Precision Works Ltd.All Rights Reserved.